
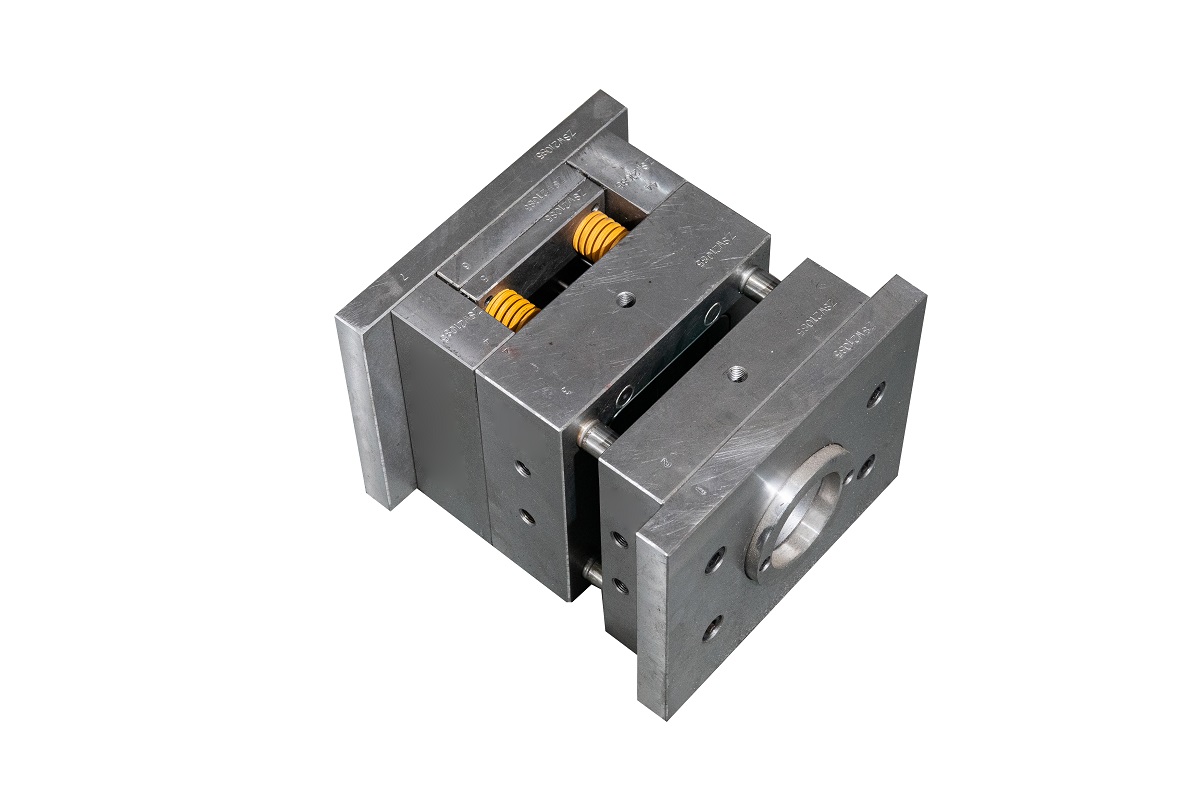
Прес-форми для лиття під тискомє основним технологічним обладнанням для промислового виробництва, використання прес-форм для виробництва пластикових деталей, з низкою переваг, таких як забезпечення ефективності виробництва, легкість забезпечення якості, низькі витрати на виробництво, прес-форми все ширше використовуються в промисловому виробництві.Оскільки це найважливіший процес лиття під тиском, якість його форм безпосередньо впливає на якість продукції, тоді як вартість виробництва форм займає значну частку витрат на розробку підприємств.Таким чином, покращення терміну служби/терміну служби лиття під тиском для зниження вартості пластикових виробів, підвищення продуктивності підприємства та конкурентоспроможності має значний вплив.
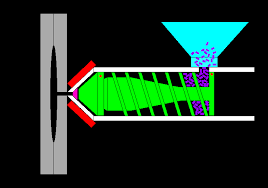
Процес лиття під тиском пластику - це в основному пластикова сировина в стовбурі ін'єкційної машини після нагрівання пластифікації, у шнековому двигуні ін'єкційної машини, після того, як пластик досягає певної температури, з певним тиском і швидкістю через сопло ін'єкційної машини в порожнину форми, і потім форму після тиску, охолодження продукту та відкриття форми та отримання пластикових деталей.

Під час процесу лиття під тиском поверхня прес-форми повинна витримувати тиск, коли форма закрита, тиск розплаву пластику в порожнині форми та силу витягування, коли форма відкривається, з яких тиск розплаву пластику на порожнині є найважливішим.У той же час, прес-форма повинна підтримуватися при певних температурних умовах, температура прес-форми повинна намагатися досягти циклічних змін, вимоги замовника: температура форми повинна бути високою, що може ефективно зменшити розчинення сліду, а пластикові частини від температури прес-форми має бути низьким.В іншому випадку деформація виробу буде відносно великою.За таких умов роботи прес-форма схильна до надмірної деформації та розриву від гарячої та холодної втоми, головним чином під дією температури та тиску.
Пластик у процесі заповнення порожнини форми, формоутворювальних частин за допомогою високотемпературного та високого тиску розплаву, тертя потоку, у процесі виймання продукту, порожнини та серцевини та пластикових частин у процесі роботи легко виробляти тертя, в результаті чого у явищі зносу цвілі.У той же час, через часте відкриття та закриття прес-форми, направляючі частини форми та деталі формування схильні до зношування та розриву, що призводить до ослаблення.


У процесі формування деякі пластмаси розкладаються під дією високої температури та тиску з утворенням корозійних газів, які легко роз’їдають і пошкоджують поверхню форми, спричиняючи пошкодження поверхні форми.
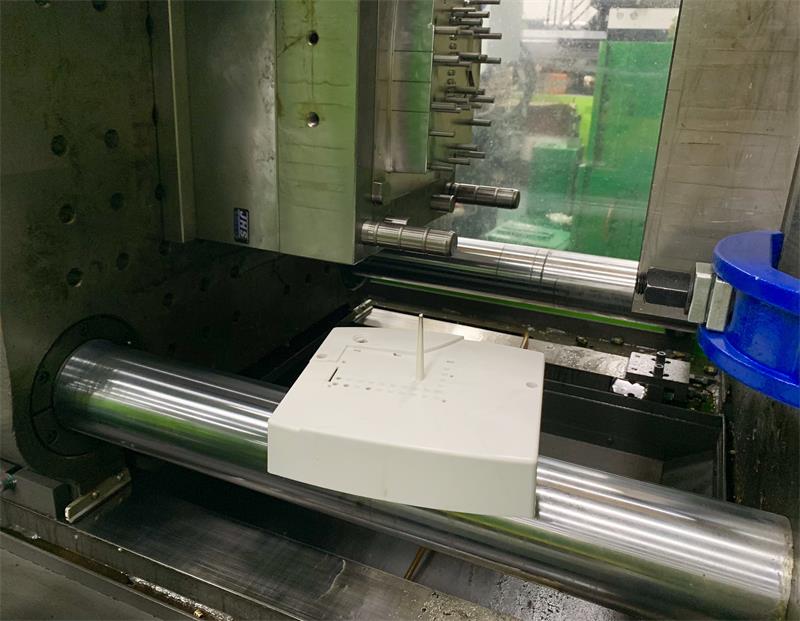
Коли виробництво форм для лиття під тиском досягає певної кількості, якість поверхні виробу через надмірне зношування форми не може досягти вимог, переповнення продукту та літаюча кромка серйозні, а порожнину форми та серцевину не можна відремонтувати, термін служби форми закінчується.Загальна кількість пластикових деталей, виготовлених до того, як форма вийшла з ладу, також відома як термін служби форми.
Час публікації: 26 липня 2022 р